ELEVATOR CASING
(Head, Boot, and Intermediate Sections)

BELT & CHAIN ASSEMBLY

BUCKETS
(HPDE, Nylon, or Steel)

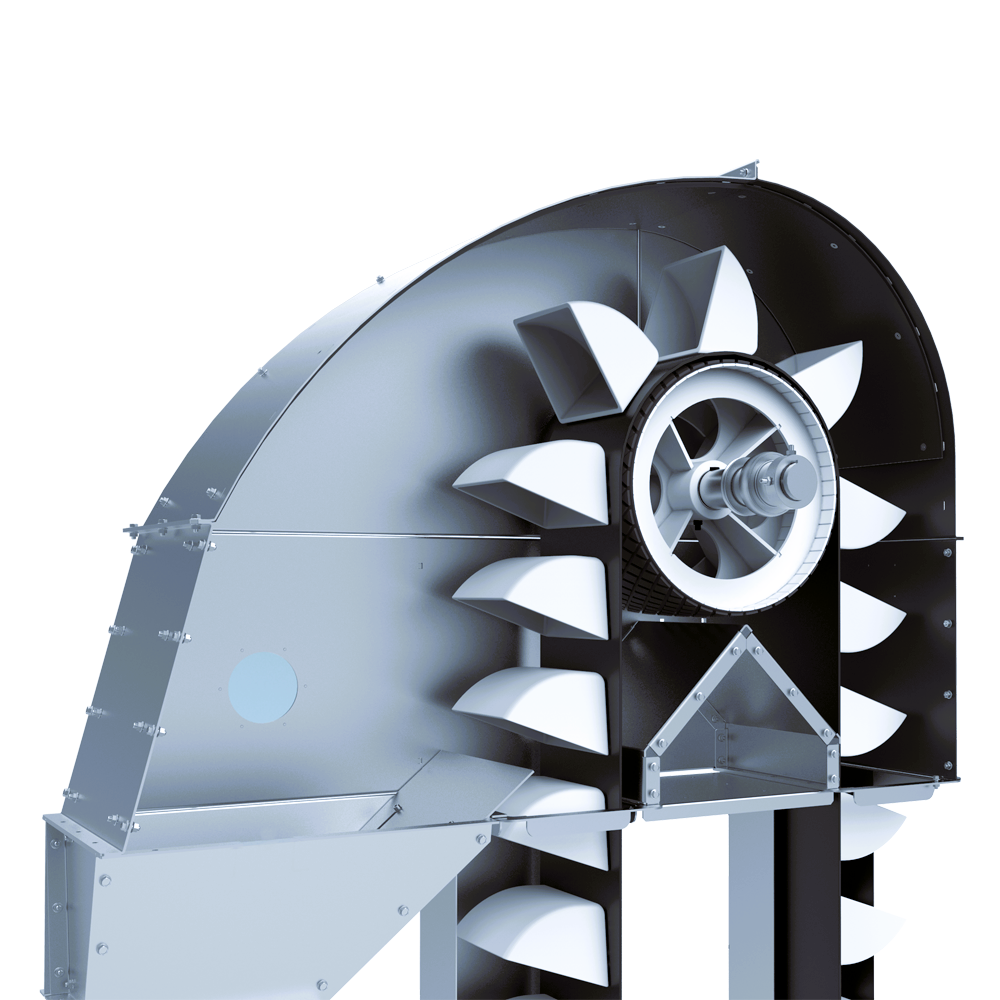
HEAD PULLEY/SPROCKET ASSEMBLY

BOOT PULLEY/SPROCKET ASSEMBLY

DRIVE UNIT
(Motor & Gearbox )

TAKE-UP UNIT
DISCHARGE SPOUT

INLET FEEDER

INSPECTION DOORS
STANDARD SENSOR PACKAGE
EXPANDABLE FOR MORE